
Технологічність конструкції – це комплексне поняття, яке включає оцінку трудомісткості виготовлення виробу, коефіцієнт використання матеріалу, собівартість і інші параметри. Контроль проектної документації на оптимальність цих параметрів є одним з елементів технічної підготовки виробництва. Для кожної технології виготовлення існують свої критерії оцінки, які регламентуються державними стандартами виготовлення даного виду продукції та іншої нормативно-технічної документацією.
Загальне поняття
Під технологічністю конструкції виробу розуміють комплекс його властивостей, які сприяють досягненню мінімальних витрат праці, матеріалів, коштів та інших показників при виробництві, ремонті та експлуатації. Основні визначення, що стосуються цього поняття, встановлені в ГОСТ 14.205-83. Технологічність опрацьовується на найбільш ранніх етапах життєвого циклу продукції – стадії отримання технічної пропозиції, створення ескізного проекту та розробки конструкторської документації.
У практичному плані технологічність забезпечується визначенням найбільш раціональної конструкції деталей і вузлів, сортаменту і марок матеріалів, що застосовуються, контрольованих розмірів та їх граничних відхилень, шорсткості поверхонь, вимог до термічної та інших видів обробки. У той же час всі ці критерії повинні сприяти отриманню продукції з високими споживчими властивостями та експлуатаційними характеристиками.
При оцінці технологічності конструкції у виробництві використовують якісні і кількісні параметри: зручність виготовлення, відповідність технічним можливостям (наявних технологій та обладнання, кваліфікації персоналу), низьку собівартість виробу. Технологічність є відносним показником і залежить також від типу виробництва (одиничне, серійне чи масове).
Цілі
Основними завданнями для забезпечення технологічності конструкції виробу є:
- підвищення серійності виробництва з допомогою уніфікації деталей і вузлів, стандартизації, скорочення номенклатури застосовуваних матеріалів і комплектуючих;
- використання високопродуктивних технологій, їх типізація (виділення елементів, які містять конструктивні рішення, властиві всім деталей даного класу);
- підвищення рівня механізації і автоматизації, впровадження технологічних пристосувань, що дозволяють знизити трудомісткість робіт;
- застосування конструктивних рішень, що забезпечують зручний доступ до частин, взаємозамінність і збірку без підгонки при монтажі.
При розробці конструкторської документації технологічність конструкції деталей і вузлів повинна оцінювати технологічна служба підприємства. При цьому враховуються наступні критерії:
- способи виготовлення заготовок;
- методики контролю та випробувань;
- способи обробки і зборки;
- особливості матеріального забезпечення виробництва.
Класифікація критеріїв оцінки

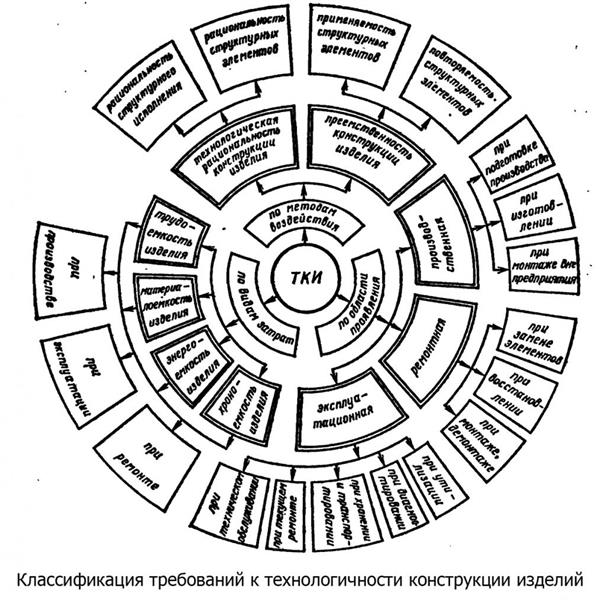
Кількісні показники технологічності конструкції поділяють на такі групи:
- по області використання виробу – виробничі, ремонтні, експлуатаційні;
- за кількістю врахованих ознак – приватні та комплексні;
- за оціночної цінності – основні та додаткові;
- за формою вираження – відносні і абсолютні;
- по сфері аналізу – технічні та техніко-економічні (показники працездатності, довговічності та інші).
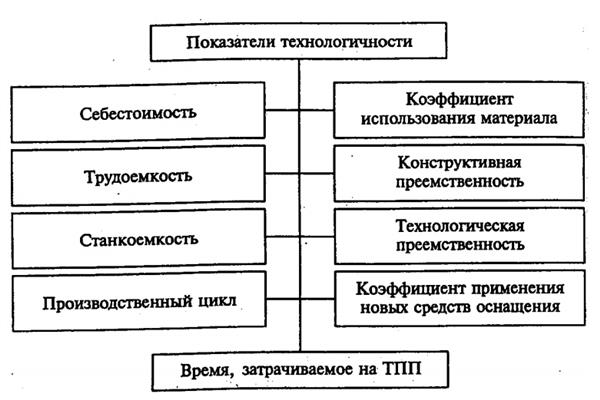
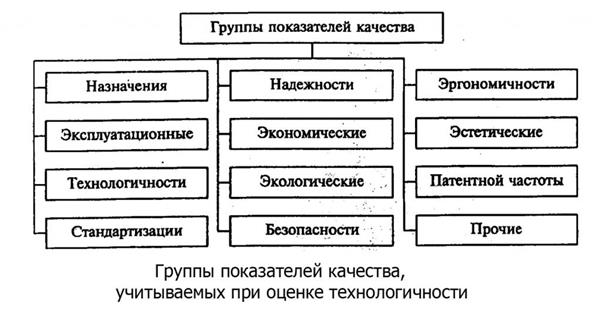
Аналіз технологічності входить в систему оцінки якості виробів, яка інтегрує кілька груп показників. У практиці машинобудівних підприємств найчастіше визначають критерії, зазначені на схемі нижче.
Відносні кількісні характеристики
Найбільш зручні відносні показники технологічності конструкції вироби, які мають вигляд K=k1/k2. Серед найбільш значущих конструктивних і технологічних характеристик можна виділити наступні:
- Конструктивну складність, яка визначається як відношення числа елементів в розробляється виробі до числа складових частин в освоєному аналогу.
- Новизна конструкції – відношення кількості нових елементів у виробі до їх загального числа.
- Коефіцієнт легкосъемности – відношення трудомісткості демонтажних робіт на аналогу і розроблюваний об’єкт.
- Коефіцієнт доступності обслуговування – відношення трудомісткості безпосередньо ремонтних робіт до її сумі з допоміжною трудомісткістю.
- Коефіцієнт застосування типових техпроцесів – відношення трудомісткості виконання типових операцій до загальної трудомісткості.
- Коефіцієнт автоматизації і механізації (визначається аналогічно попередньому).
- Коефіцієнт контролепридатності – відношення трудомісткості основних контрольних операцій до їх сумі з допоміжним часом.
- Коефіцієнт уніфікації і стандартизації – відношення кількості уніфікованих або стандартизованих елементів у виробі до їх загального числа.
- Порівняльна трудомісткість виготовлення (по базовому і розроблюваного виробу).
- Коефіцієнт використання матеріалу – відношення маси деталі до маси заготовки з припуском і інші характеристики.
Ці показники застосовуються як для аналізу технологічності конструкції деталей, так і стосовно до складальним одиницям.
Кількісні оцінки в абсолютному вираженні
Серед абсолютних показників технологічності виділяють наступні:
- трудомісткість технічної підготовки виробництва, виготовлення і монтажу;
- матеріаломісткість;
- енергоємність;
- собівартість виготовлення (сума вартості матеріалів, заробітної плати та цехових витрат).
Якісні показники технологічності конструкції
Якісна оцінка проводиться візуальної перевіркою конструктивних і технологічних параметрів. Її проводять перед кількісним аналізом. При цьому визначають виконання наступних умов:
- простота геометрії деталей і складальних вузлів;
- способи з’єднання елементів, можливість їх розбирання і повторного складання (найменш технологічними в цьому відношенні є заклепочні шви і інші нерозбірні вузли);
- уніфікація деталей, застосування одного типорозміру комплектуючих;
- номенклатура використовуваних матеріалів і можливість її скорочення, технологічні властивості сировини;
- види заготовок і раціональність їх вибору для тієї або іншій мірі серійності виробництва.
Методика оцінки
Відпрацювання конструкції на технологічність проводиться в наступному порядку:
- аналіз вихідних даних, вивчення креслень, ескізів, технічних умов та іншої документації, пов’язаної з проектуванням, виготовленням, експлуатацією або ремонтом вироби;
- попередня якісна оцінка;
- визначення переліку показників технологічності;
- розрахунок кількісних параметрів;
- аналіз отриманої інформації;
- розробка рекомендацій або плану конструкторсько-технологічних заходів для поліпшення технологічності.
Номенклатура оцінюваних показників повинна бути мінімальною для зниження трудомісткості підготовки виробництва, але достатньою для оцінки й удосконалення виробу.
Типові задачі
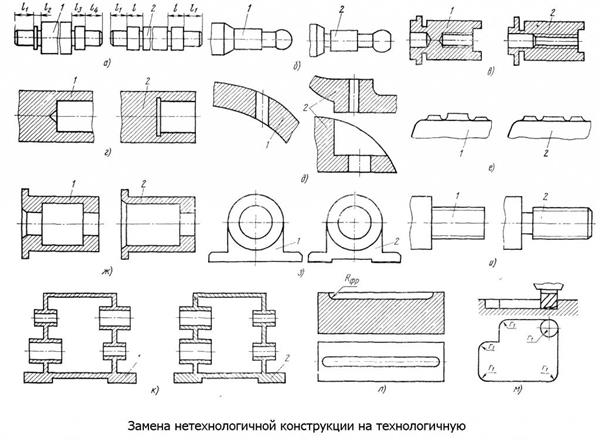
До характерних рішень, що приймаються при оцінці технологічності конструкцій, відносять:
- виключення зі складу якихось деталей чи вузлів;
- заміну монолітної деталі на складання (або навпаки) з метою спрощення геометрії і технології виготовлення;
- типізацію елементів, розроблення групових креслень;
- заміну оригінальних деталей на стандартизовані, геометрія і регламент виготовлення яких обумовлені в державних стандартах;
- зниження вимог до точності та шорсткості поверхні, що дозволяє скоротити і спростити обробку;
- заміну заготовки, пропонованої конструктором, на більш раціональну;
- підбір матеріалу з наявного сортаменту;
- використання спільного розкрою декількох типів деталей для скорочення матеріаломісткості;
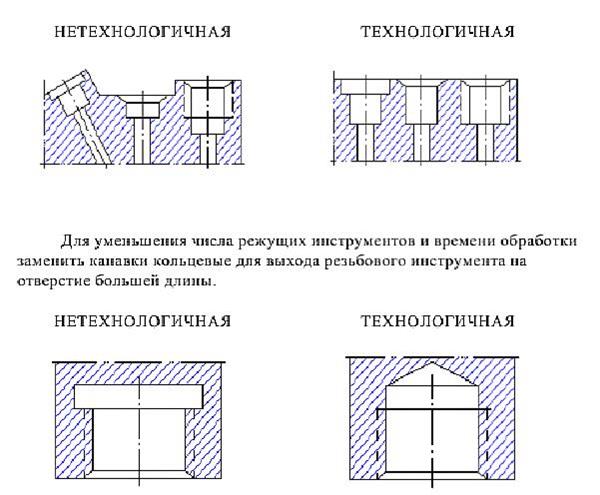
- перевірку наявності поверхонь, що забезпечують вихід різального інструменту при обробці, та інші.
Вплив виду виробництва
Технологічність – це не абсолютний показник. Наприклад, штамповані заготовки є більш технологічними в умовах масового виробництва (знижують загальну трудомісткість), а при одиничному виготовленні вироби – навпаки, так як це пов’язано з високою собівартістю ковальської оснащення та обладнання.
В одиничному виробництві технологічними можуть виявитися методи виготовлення заготовок, які пов’язані з більшою трудомісткістю і витратою матеріалу (наприклад, газова різка з листового металу), але з меншими витратами на оснащення та обладнання. Кінцева собівартість виробів буде нижче. Наведений приклад наочно показує, що при оцінці технологічності необхідно враховувати тип і умови виробництва.
Експлуатаційна технологічність
При аналізі технологічності конструкції, що є об’єктом експлуатації, проводять оцінку таких критеріїв:
- зручність управління і контролю працездатності виробу;
- доступність до різних вузлів і елементів;
- трудомісткість профілактичних і ремонтних робіт, демонтажу (легкосъемность);
- забезпечення техніки безпеки;
- придатність для транспортування;
- взаємозамінність деталей і вузлів.
Всі ці параметри впливають на собівартість експлуатації об’єкта техніки і його споживчі властивості.
Технологічність литих і кованих заготовок
При оцінці технологічності заготовок, виконаних методом лиття, перевіряють відповідність креслення виливки наступним основним вимогам:
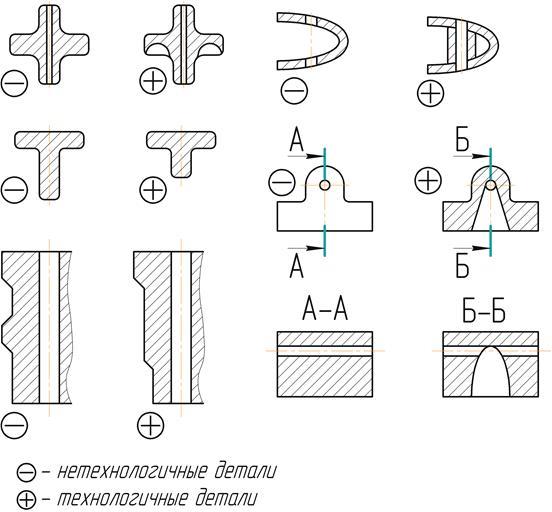
- відсутність гострих кутів, виступів високих і тонких ребер;
- мінімальна кількість внутрішніх порожнин;
- максимально можлива наближеність до контуру деталі (для скорочення матеріаломісткості та обсягу механічної обробки);
- відсутність різких переходів від тонких перерізів до товстим;
- наявність технологічних елементів, які забезпечують повне заповнення ливарних форм і відсутність залишкових напружень;
- мінімальна кількість роз’ємних поверхонь і стержнів;
- наявність ухилів, що сприяють отримання виливки з форм;
- проста геометрія деталі, що дозволяє застосовувати просту і недорогу оснащення та інші.
Технологічність конструкції штамповок повинна задовольняти таким вимогам, як:
- раціональні значення допусків і припусків, що забезпечують необхідну точність деталі після механічної обробки;
- правильність простановки розмірів, забезпечуваних інструментом (радіус увігнутій поверхні при згинанні листа, діаметр склянки, отриманого витяжкою, та інші);
- плавність сполучення поверхонь;
- дотримання мінімальних значень діаметрів пробиваються отворів і відстані між ними, радіусів згину (ці параметри обмежуються пластичністю матеріалу);
- забезпечення необхідних технологічних припусків для захоплення заготовки при її формуванні (обумовлюються технічними параметрами обладнання) та інші.
При неможливості дотримання цих умов рекомендується використовувати зварну конструкцію з декількох деталей.
Складальні вузли
Загальними вимогами до технологічності складальних одиниць є:
- мінімізація числа елементів;
- можливість розбивки виробу на подсборки, виготовлення які можна розподілити на робочих ділянках, а також уніфікувати;
- забезпечення зручного доступу для складально-монтажного інструменту, можливість механізації робіт (застосування гайковертів, дамських сумочок і інших інструментів);
- дотримання симетричної схеми складання для зменшення жолоблення деталей;
- можливість установки фіксаторів та інших допоміжних пристосувань;
- використання деталей, що запобігають самоотвинчивание кріплення.
У якості кількісних характеристик найчастіше розраховують трудомісткість і собівартість виготовлення, ступінь уніфікації, стандартизації і механізації.
Зварні з’єднання
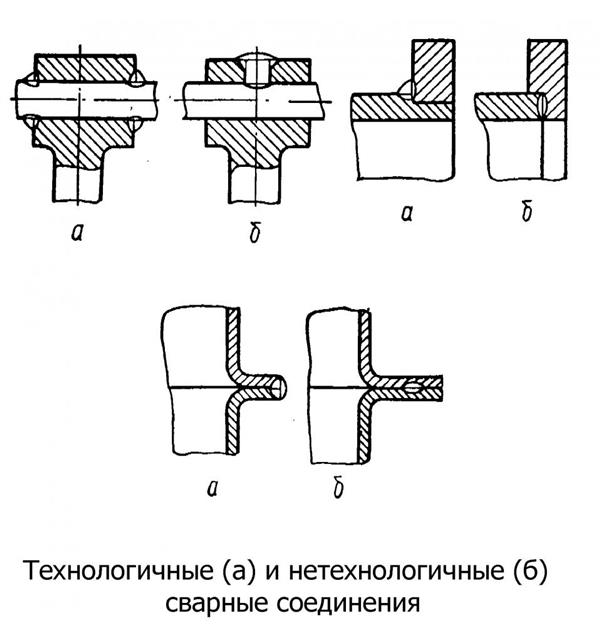
Технологічність зварних конструкцій визначається такими параметрами, як:
- дотримання вимог до мінімальній товщині деталей, при якій не буде жолоблення з-за залишкових напружень;
- хороша зварюваність матеріалу;
- можливість автоматизації і механізації;
- зручність доступу до зварного шву (горизонтальне розташування є більш технологічним);
- можливість застосування універсальної складальної оснастки для фіксації з’єднувальних деталей;
- мінімальну кількість зварних швів, заміна (за можливості) на деталі, отримані листової гнучкою або з сортового прокату;
- можливість проведення термічної обробки, симетричне розташування зварних елементів для мінімізації залишкових напружень;
- тип зварного шва (кутові шви забезпечують більш високу продуктивність і якість зварювання) та інші критерії.
