
Технологічність конструкції – це комплексне поняття, яке включає оцінку трудомісткості виготовлення виробу, коефіцієнт використання матеріалу, собівартість і інші параметри. Контроль проектної документації на оптимальність цих параметрів є одним з елементів технічної підготовки виробництва. Для кожної технології виготовлення існують свої критерії оцінки, які регламентуються державними стандартами виготовлення даного виду продукції та іншої нормативно-технічної документацією.
Загальне поняття
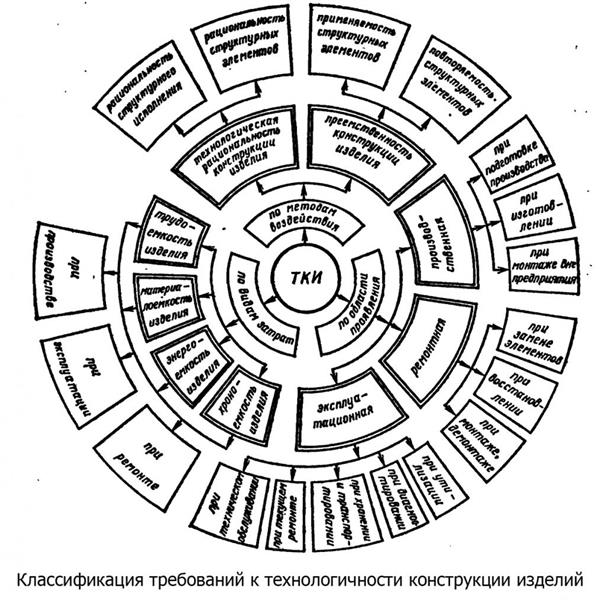
Під технологічністю конструкції виробу розуміють комплекс його властивостей, які сприяють досягненню мінімальних витрат праці, матеріалів, коштів та інших показників при виробництві, ремонті та експлуатації. Основні визначення, що стосуються цього поняття, встановлені в ГОСТ 14.205-83. Технологічність опрацьовується на найбільш ранніх етапах життєвого циклу продукції – стадії отримання технічної пропозиції, створення ескізного проекту та розробки конструкторської документації.
У практичному плані технологічність забезпечується визначенням найбільш раціональної конструкції деталей і вузлів, сортаменту і марок матеріалів, що застосовуються, контрольованих розмірів та їх граничних відхилень, шорсткості поверхонь, вимог до термічної та інших видів обробки. У той же час всі ці критерії повинні сприяти отриманню продукції з високими споживчими властивостями та експлуатаційними характеристиками.
При оцінці технологічності конструкції у виробництві використовують якісні і кількісні параметри: зручність виготовлення, відповідність технічним можливостям (наявних технологій та обладнання, кваліфікації персоналу), низьку собівартість виробу. Технологічність є відносним показником і залежить також від типу виробництва (одиничне, серійне чи масове).
